单头
8KW
滑台式使用说明
一、设备安装说明
1
、推盘安装
材料:
2
根不锈钢导轨、
2
块滑台铝板、
2
块侧面挡块
1.1
每 根 不 锈 钢 导 轨 有 两 颗
M8
的 内 六 角 螺 丝 , 如 图
(
)先把螺丝拧下来待用,把不锈
钢 导 轨 放 置 在 机 架 上
L
型 角 铁 上 , 拧 下 螺 丝 孔 位 与
L
型 角 铁 腰 形 孔 对 齐 , 如 图
(
)对齐孔位后把拧下螺丝穿过
L
型角铁与不锈钢到位
连接,先不需要把螺丝拧紧。
1.2
把不锈钢导轨两端的
M8
螺丝拧下来,再把侧面挡板固定孔位与不锈钢导轨两端孔位对
齐,(
注意:挡块一侧有橡胶垫,有橡胶垫朝内安装
),把拧下来螺丝与侧面挡块固定,螺丝
先不拧紧。
1.3
待不锈钢导轨安装到位后,把两边推盘放置在不锈钢导轨上,(注意:滑台推盘侧面安
装把手,有把手这面朝机器正前方);滑台板四角上弹簧支架滚轮,滚轮在导轨滑行。
1.4
左右滑台轻轻移动至下工作台中心位置,观察两块推盘高度及前后是否对齐,若有误差
可轻轻移动轨道位置调整,确保滑台板在轨道滑行顺畅并未与下台面发生碰撞即可,此时就
可以固定不锈钢导轨与
L
型角铁的螺丝,把滑台板移动至侧面挡块位置,把侧面挡块螺丝拧
紧即可完成滑台的安装。
2
、电子管安装
2
、
1
先把机器的正前面及两侧侧门都打开,就可看见一个大圆桶,我们的电子管要放置在
大圆桶中心底座上,如图(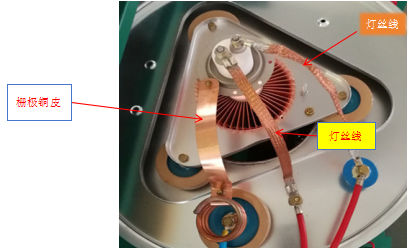 )注
意(灯丝线之间没有正反,但是不能接触在一起)
)注
意(灯丝线之间没有正反,但是不能接触在一起)
2.2
电子管放入三脚底座内,可以自行调整位置,方便灯丝线及栅极铜皮连接,用两个
M10
扳手把灯丝线与电子管顶端的螺丝固定拧紧,再用
M7
扳手把栅极铜皮与电子管上螺丝拧紧
(如上图)
3
、火花管安装
3.1
把机器顶盖的安全门打开,可以看到一块竖起来的线路板,在线路板旁边有一块陶瓷底
座并可以看到四个小孔。
3.2
火花管有四个脚(其中有两个脚粗,两个脚细),我们应该注意陶瓷底座上大小孔位并
对应孔位插入火花管
3.3
线 路 板 上 有 一 个 白 色 陶 瓷 高 压 帽 , 我 们 把 高 压 帽 与 火 花 管 连 接 即 可 , 如 图
( )
)
4
、气源接入法
4.1
把 外 径
M10
气 管 直 接 插 入 到 设 备 气 压 表 上 即 可 。 如 图
( )
)
5
、电源接线法
5.1
本机需要接入国标
4
平方的三相四线的电缆线,其中三根火线,一根零线;配
36A
的断
路器开关,使用不带漏保的空气开关。
二、设备使用说明
1
、操作界面按键介绍
2
、模具安装与调校
2.1
模具可以固定在上压板上或者活动手拿定位
2.2
模具安装后,可关闭控制面板上的自动开关,点动下降按钮,此时机头会点动下降,使
模具与下工作台接触,观察模具与工作台之间平整度,若出现不平整可以调节水平板上的四
个平衡把手。直到模具调整水平即可。(调节模具水平时可以把气压调小至
0.2MPa
左右)
2.3
当模具调整平整后,我们按上升把模具抬起,再把滑台推到位,点动下降使模具与滑台
接触压紧,开始调整设备正前方的接地铜片高度使接触铜皮与滑台板接触可靠。
2.4
调整好接地铜皮高度后,点动上升按钮使模具抬起。(
注意:模具平度调整完成后把气
压调整至
0.6MPa
)
3
、时间调整方法
3.1
控制面板上有
4
个时间可以旋转调节时长,透明塑料壳上有一个红色指针,当我们调整
指针至数字几就是几秒,正常时间范围:延时时间是
1-1.5S
;熔接时间:
4-6S
定型时间:
2-3
秒
;
上
升
时
间
:
1-1.5S
如
图
:
4
、电流调整方法
4.1
在调整电流时先在滑台板上垫一层或者两层绝缘材料(可选高温布、青稞纸、绝缘膜等),
再在绝缘膜上把产品定好位置。
4.2
在控制面板上打开自动开关及高周开关,再轻轻按一下急停按钮;此时我们可以轻轻把
滑台推进到位,机头会自动下降开始焊接。
4.3
刚启动时我们电流只有
0.2A
,此时我们要加大同调器的数值,需要根据模具的大小来慢
慢
调
整
,
直
到
我
们
产
品
压
出
花
型
效
果
OK
, 如 图
( )
)
4.4
当我们调整到合适的电流值时,此时我们的同调器就不需要再调整,只需要产品定制移
动滑台即可焊接。
4.5
如果出现电流不稳定时,我们要考虑气压压力不稳定或者输入电源电压不稳定等。
4.6
当我们更换新的模具时,一定要先把模具平整度调水平后,再把同调器选择至
0
位,确
保电流最小后再慢慢加大。
三、常见故障处理方法
1
、模具打火处理方法
1.1
当我们模具出现打火后及时用酒精清洗干净,若绝缘膜有烧坏情况及时更换绝缘膜材质。
2
、模具打火的原因
2.1
模具调整水平不平整
2.2
同调器电流调至过大
2.3
产品表面不干净